
 DER PONG TISCH
DER PONG TISCH BT2CNC
BT2CNC IOT: PET-MONITORING
IOT: PET-MONITORING FILAMENT ÜBERSICHT
FILAMENT ÜBERSICHT













3D-Druck und Design
Im Zuge der Entwicklung von 3D Druck-Technologien und dessen schnelle Verbreitung über öffentliche Plattformen mit dem Zugang zu
Design und Steuerungs-Tools und der Verfügbarkeit von Hardware wurde das
Rapid Prototyping neu erfunden.
Die Individualiät von Projekten und Produkten wird mit Hilfe dieser Werkzeuge nur noch durch die persönliche
Kreativität eingeschränkt.
3D-Druck
 Ein weit verbreiteter 3D-Drucker im Rahmes des RepRap Projekts (engl. Replicating Rapid Prototyper) ist der
Ein weit verbreiteter 3D-Drucker im Rahmes des RepRap Projekts (engl. Replicating Rapid Prototyper) ist der
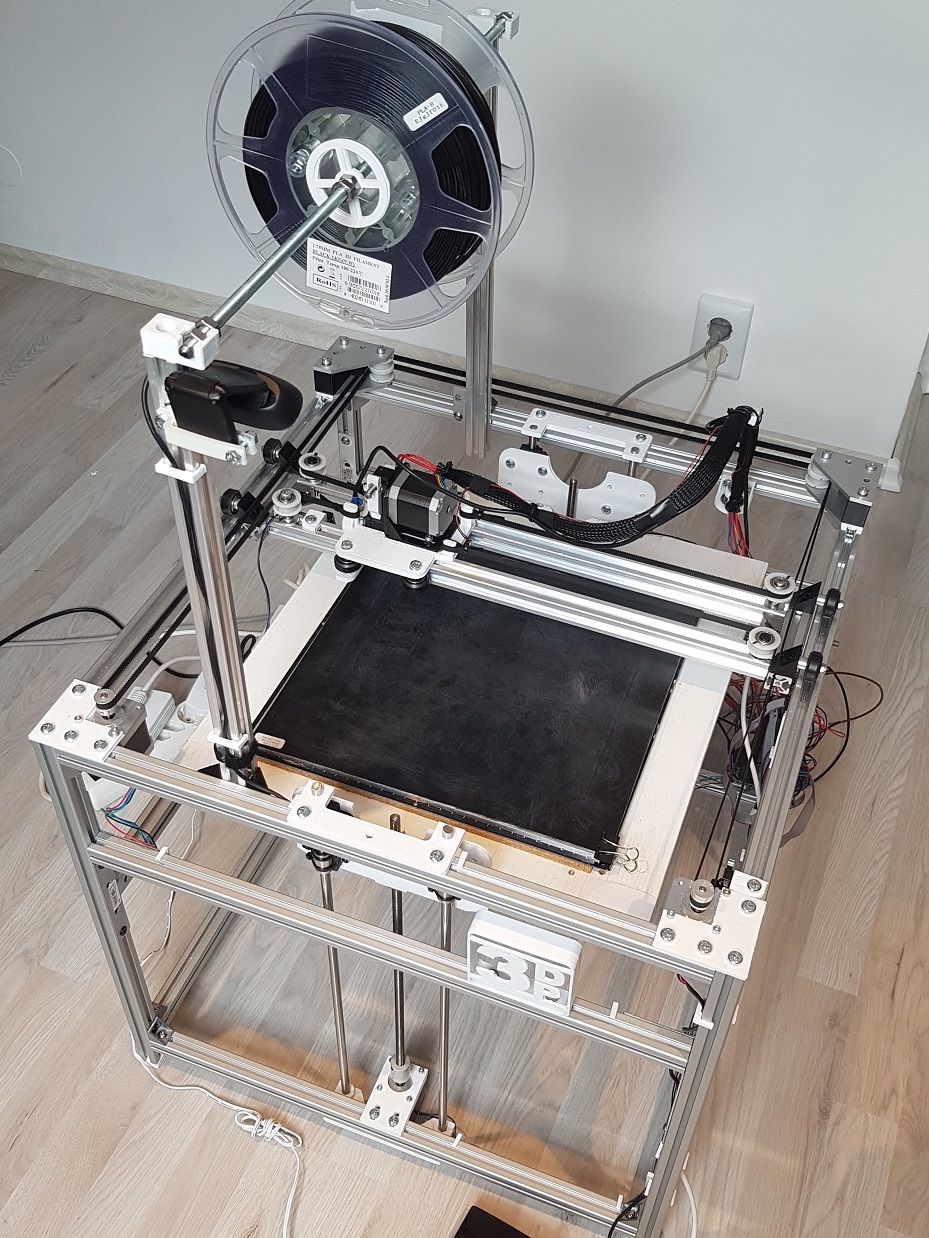
oder der DIY CoreXY, Aufbauanleitung und BOM hier.
Idealisiert dargestellt ist ein RepRap-Drucker eine sich selbst reprodzierbare Maschine, die real allerdings erst mit den richtigen Tools, der richtigen Hardware
und einer Portion Kreativität gute Ergebnisse liefern kann.
Im Folgenden eine Übersicht der wichtigste Bestandteile eines 3D Druckers:
Die Ansteuerelektronik
Der Extruder mit Hotend
Die Software: Toolkette und Drucker-Firmware
Das Filament zum Druck
Als Quelle für 3D-Modelle kann ein beliebiges CAD Programm genutzt werden sofern dieses *.stl-Dateien exportieren kann.
Der G-Code wird beispielsweise mit Slic3r (Version 1.0.0) aus dem *.stl-file generiert. Die Übertragung des G-Codes über USB erfolgt mit Pronterface.
Slic3r unterstützt dabei die Nutzung von mehreren Extrudern mit unterschiedlichen Konfigurationen von Filamentmaterial und Durchmesser.
 Die gute Nachricht zunächst: Fertige Boards für RepRap Projekte gibt es einige und die Firmware (z.B. Marlin) ist frei verfügbar.
Die gute Nachricht zunächst: Fertige Boards für RepRap Projekte gibt es einige und die Firmware (z.B. Marlin) ist frei verfügbar.
Jedoch sollte vor der Anschaffung das Ziel klar abgesteckt werden: Wie viele Extruder will ich betreiben und welche Firmware will ich nutzen. Eine sehr
gute Übersicht befindet sich auf RepRap.org. Falls beispielsweise zwei Extruder betrieben werden sollen
kann das
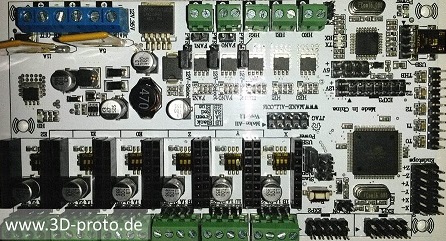
oder das RUMBA-Board (rechte Darstellung) mit sogar bis zu drei Extrudern genutzt werden. Bei beiden sorgt der Atmel ATmega2560 Prozessor
für Rechenleistung, wobei das RAMPS-Board eigentlich aus zwei Platinen besteht, dem Entwicklungsboard Mega 2560 von Arduino und einer Erweiterungsplatine
für die Treiberendstufen. Bei vier Extrudern muss man aktuell etwas mehr ausgeben: Hier gibt es basierend auf dem Arduino Due Entwicklungsboard das Arduino Duet mit der Erweiterungsplatine Duex4. Nachteilig bei diesem Paket
nur der Preis und die Tatsache, dass die Schnrittmotor-Treiber leider nicht einfach aufgesteckt werden, sondern fest aufgelötet sind; Schwierig zum Umrüsten auf andere
Treiber.
Die Qual der Wahl: Welches HotEnd brauche ich?
Das eingesetzte HotEnd, also der Bereich des Extruders, in dem das Filament geschmolzen wird und aus der Düse austritt, sollte den Materialeigenschaften des Filaments
und letztlich dem Verwendungszweck des 3D-Drucks passend gewählt werden.
Neben dem Innendurchmesser des Hotends (für 3mm oder 1,75mm Filament) muss entsprechend dem Schmelzpunkt des Filaments eine geeignete Auswahl getroffen werden.
Neben dem klassischen J-Head stehen auch sog. All-Metal HotEnds, also rein metallische HotEnds mit ausreichendem Reifegrad auf dem Markt zur Verfügung.
J-Head MK Hotend
Das Filament wird im Inneren durch einen umsteckbare Polytetrafluorethylen (PTFE)-Führung geleitet, wodurch das HotEnd (Außenmaterial ist Polyetheretherketon (PEEK)) dem entsprechenden Filament angepasst werden kann.
Momentan noch günstiger als ein All-Metal Hotend.
Nachteilig ist allerdings, dass PEEK nur bis zu einer Tempertur von 250°C mechanisch belastbar ist, wodurch nicht die komplette Palette an Filamentmaterial genutzt werden kann. Insgesamt jedoch eine gute Wahl bei Standardfilament wie PLA und ABS.
All-Metal Hotend
 Dieses Hotend kann bei ausreichender Kühlung (Luft oder Wasser) Materialien bis 400°C schmelzen, wobei ab 300°C ein Thermoelement
anstelle des NTCs notwendig ist.
Der Kühlkörper eines solchen HotEnds ist aus Aluminium und sollte standardmäßig über einen Lüfter gekühlt werden.
Ziel ist es, die Schmelzzone, also die Menge des geschmolzenen Filamentmaterials zwischen dem Düsenausgang
und dem gerade noch festem Filament, so kurz wie möglich zu halten um den Vorschub zu begünstigen.
Falls das Filament im Bereich des Kühlkörpers die Glasübergangstemperatur erreicht findet eine Ausweitung der
Schmelzzone mit anschließender Stauung und vorzeitigem Enge des Drucks statt.
Dieses Hotend kann bei ausreichender Kühlung (Luft oder Wasser) Materialien bis 400°C schmelzen, wobei ab 300°C ein Thermoelement
anstelle des NTCs notwendig ist.
Der Kühlkörper eines solchen HotEnds ist aus Aluminium und sollte standardmäßig über einen Lüfter gekühlt werden.
Ziel ist es, die Schmelzzone, also die Menge des geschmolzenen Filamentmaterials zwischen dem Düsenausgang
und dem gerade noch festem Filament, so kurz wie möglich zu halten um den Vorschub zu begünstigen.
Falls das Filament im Bereich des Kühlkörpers die Glasübergangstemperatur erreicht findet eine Ausweitung der
Schmelzzone mit anschließender Stauung und vorzeitigem Enge des Drucks statt.
Bei einem All-Metall HotEnd sollte der Lüfter also immer aktiv sein.
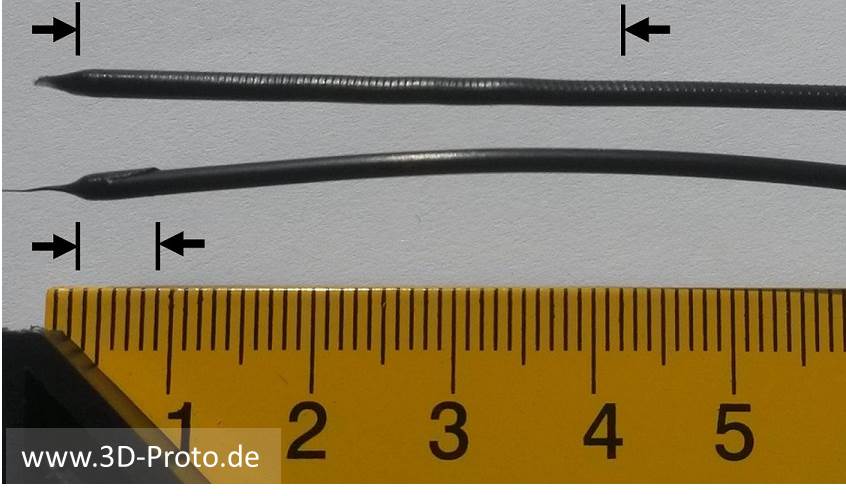
Hier der Vergleich zwischen typischer Schmelzone (unten: <5mm) und einer ausgedehnten (oben: ~4cm).
Hier ein Video mit beim Drucken mit dem E3Dv6 All Metal Hotend. Und hier kannst du es finden:
Die Toolkette: Slic3r und Pronterface
 Mit Slic3r werden Schichtbilder aus einer *.stl-Datei erzeugt und in G-Code gewandelt.
Die in Slic3r erstellten und importierbaren Konfigurationen enthalten drucker- und filamentspezifische Informationen
und können im Expertenmodus sehr detailverliebt eingestellt werden. Die wichtigsten Eigenschaften dieses Tools
sind jedoch der alternierende Einsatz von mehreren Extrudern und unterschiedlichen Filamenten, der automatische Aufbau von Stützmaterial und
die vielseitigen Einstellungen zur Druckgeschwindigkeit und Rückschub-Strategie. Überhänge
können entweder auf den jeweiligen Extruder gemappt werden oder werden aus mehrere *.stl-Dateien
zusammengefügt. Bei einem Aufbau mit zwei Extrudern kann der Offset beider Extruder direkt in Slic3r
eingegeben und als Config-Datei exportiert werden. Insgesamt entfallen dadurch zeitraubende Flashprozeduren der Firmware. Pronterface überträgt
den eingeladenen G-Code in Echtzeit an den Drucker und kann zur Kalibrierung der Endstops und Steuerung der Druckvorgangs
genutzt werden. Ein Eingabefenster ermöglicht die Ausführung von G-Code Befehlen, wodurch eigener G-Code getestet werden kann.
Mit Slic3r werden Schichtbilder aus einer *.stl-Datei erzeugt und in G-Code gewandelt.
Die in Slic3r erstellten und importierbaren Konfigurationen enthalten drucker- und filamentspezifische Informationen
und können im Expertenmodus sehr detailverliebt eingestellt werden. Die wichtigsten Eigenschaften dieses Tools
sind jedoch der alternierende Einsatz von mehreren Extrudern und unterschiedlichen Filamenten, der automatische Aufbau von Stützmaterial und
die vielseitigen Einstellungen zur Druckgeschwindigkeit und Rückschub-Strategie. Überhänge
können entweder auf den jeweiligen Extruder gemappt werden oder werden aus mehrere *.stl-Dateien
zusammengefügt. Bei einem Aufbau mit zwei Extrudern kann der Offset beider Extruder direkt in Slic3r
eingegeben und als Config-Datei exportiert werden. Insgesamt entfallen dadurch zeitraubende Flashprozeduren der Firmware. Pronterface überträgt
den eingeladenen G-Code in Echtzeit an den Drucker und kann zur Kalibrierung der Endstops und Steuerung der Druckvorgangs
genutzt werden. Ein Eingabefenster ermöglicht die Ausführung von G-Code Befehlen, wodurch eigener G-Code getestet werden kann.
Direct Drive oder Bowden Extruder
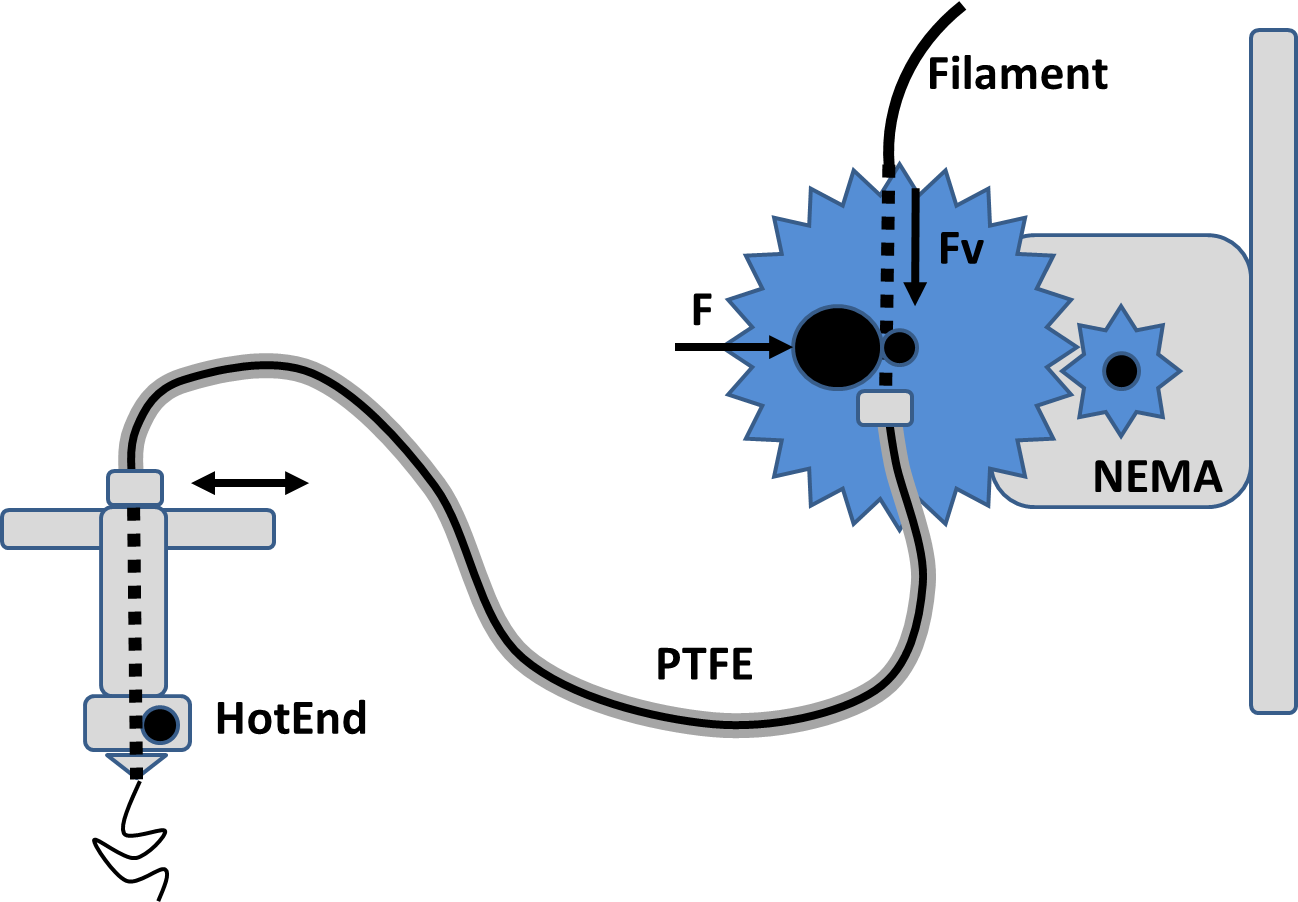
"Bowden" Extruder
Bei dem "Bowden" Extruder befindet sich der Schrittmotor für den Vorschub nicht auf einem beweglichen Schlitten sondern
schiebt das Filament durch eine Führung
(PTFE-Schlauch) in das Hotend. Größter Vorteil ist die Gewichtsreduktion des Schlittens und die damit verbundene Last des Riementriebs.
Die Druckgeschwindigkeit kann durch den Einsatz der Bowden-Topologie erhöht werden. Ein wesentlicher Nachteil
ist der Hysterese-Effekt vom Vorschub und Rückschub, die vorallem bei elastischen Extrudermaterialen zum Tragen kommt. Das Auslaufen (engl.: oozen)
des Extrudermaterials beim Vorschubstopp wird hierdurch begünstigt. Empfohlen wird in diesem Fall ein Rückschub (engl.: retraction) von 5mm.
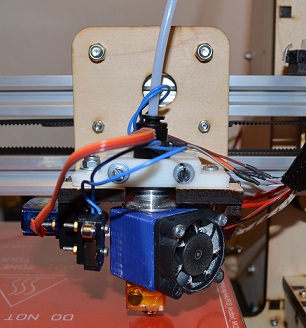
Hier sieht man ein Prusa I3 mit einem Alu-Hotend in der Bowden Topologie.
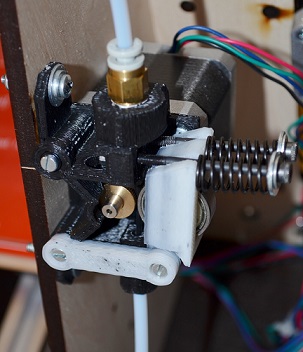
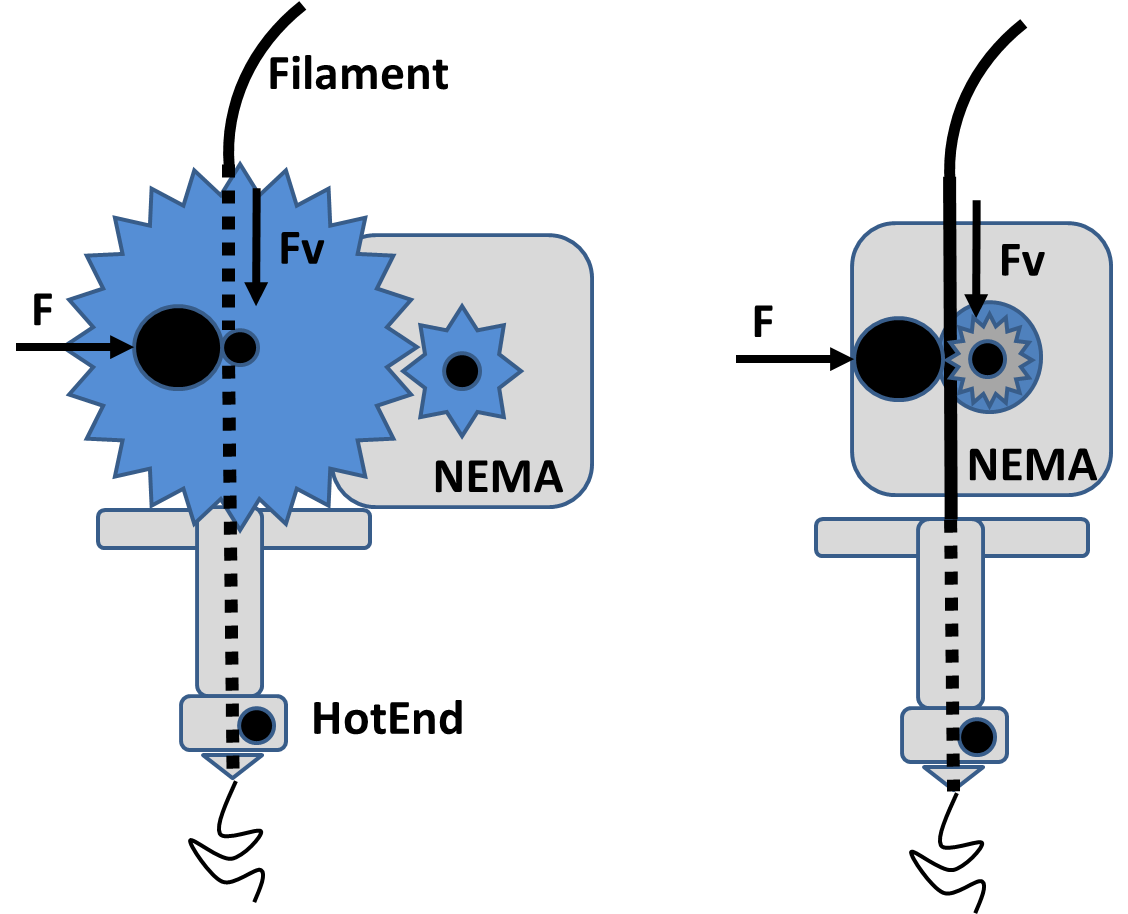
"Direct-Drive" Extruder
Bei dem "Direct-Drive"
Aufbau befindet sich der Schrittmotor mit Antriebsrad auf dem Schlitten der X-Achse in direkter nähe des Coldends (empfohlener Rückschub ~1mm). Bei dieser Topologie besteht
die Möglichkeit das Drehmoment mit Hilfe einer Übersetzung i (z.B. Wades-Gear-Extruder i = 39/11)
zu erhöhen oder den Vorschub mit einem Zahnrad (z.B. MK7) mit Innendurchmesser D direkt zu generieren,
wodurch letztlich mehr Drehmoment aufgebracht werden muss. Generell benötigt eine Gangübersetzung mehr Bauraum und reduziert bei
einem Aufbau mit zwei Extrudern die bedruckbare Fläche. Bei einem Umbau von übersetzen zum direkten Antrieb muss die
Firmware entsprechend der neuen Vorschubgeschwindigkeit konfiguriert werden.
Einstellung in der Firmware (z.B. Marlin): Schritte pro mm
Die Schrittzahl der Schrittmotoren für 1mm durchgesetztem Filament im Extruder berechnet sich nach folgender Gleichung:
(Schritte pro Umdrehung x Schrittweite des Treibers x i) / (D x Pi)
 Beispielhaft für den direkten Antrieb ohne Gangübersetzung, einem bautypischen NEMA 17 Schrittmotor und einem MK7 oder MK8
Antriebsrad (diekter Vergliech im rechten Bild) können die folgenden Werte in der Firmware konfiguriert werden.
Beispielhaft für den direkten Antrieb ohne Gangübersetzung, einem bautypischen NEMA 17 Schrittmotor und einem MK7 oder MK8
Antriebsrad (diekter Vergliech im rechten Bild) können die folgenden Werte in der Firmware konfiguriert werden.
Bei Marlin in der Datei Configuration.h in der folgenden Codezeile:
#define DEFAULT_AXIS_STEPS_PER_UNIT {100*2,100*2,4000*2,104} // Hier die Schrittstufen pro mm eintragen
Dabei sollte der hier eingetragene Wert {X-Achse, Y-Achse, Z-Achse, Extruder} durch eine Messung geprüft werden. Hierzu einfach
mittels Markierung eine definierte Strecke oder Filamentlänge abfahren. Die Schrittweite für den Extruder weicht zumindest geringfügig
bei der Verwendung von 1.75 oder 3mm Filamentmaterial ab.
| Schritte/ Umdrehung NEMA |
Mikrostufen | Antrieb | Antriebsrad | Berechnete Schritte/mm |
|---|---|---|---|---|
| 200 | 1/16 | Direkt | MK7: 10,56mm Durchmesser |
96 Schritte/mm |
| 200 | 1/16 | Direkt | MK8: 7mm Durchmesser |
145 Schritte/mm |
| 200 | 1/32 | Direkt | MK7: 10,56mm Durchmesser |
192 Schritte/mm |
| 200 | 1/32 | Direkt | MK8: 7mm Durchmesser |
290 Schritte/mm |
Für riemengetriebene Antriebe der X und Y-Achse können bei einem GT2 Riemen (2mm pitch) folgende Werte konfiguriert werden:
| Schritte/Umdrehung NEMA | Mikrostufen | Riemen | Antriebsrad | Berechnete Schritte/mm |
|---|---|---|---|---|
| 200 | 1/16 | GT2, 2mm pitch | 20 Zähne | 80 Schritte/mm |
| 200 | 1/16 | GT2, 2mm pitch | 16 Zähne | 100 Schritte/mm |
| 200 | 1/32 | GT2, 2mm pitch | 16 Zähne | 200 Schritte/mm |
| 200 | 1/32 | GT2, 2mm pitch | 20 Zähne | 160 Schritte/mm |
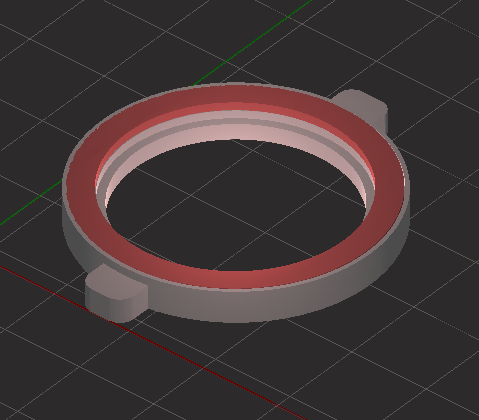
Das richtige Antriebsrad
 Das Antriebsrad (engl.: pulley) sorgt durch die Kraft, die es auf das Filament überträgt, für den benötigten Vorschub.
Das Antriebsrad (engl.: pulley) sorgt durch die Kraft, die es auf das Filament überträgt, für den benötigten Vorschub.
Natürlich ist die übertragende Kraft im Wesentlichen eine Funktion der Anpresskraft der Anpressrolle auf das Filament und auf das Antriebsrad,
jedoch kann man durch eine geeignete Wahl des Pulleys mit unterschiedlichsten Profilen dem Schlupf, also dem Durchdrehen des Antriebsrads ohne Vorschub, entgegenwirken.
Ein Vergleichstest (engl.: benchmark) verschiedener pulleys wird hier
detailiert dargestellt. Mittels Kraftsensor wird dabei die Gegenkraft des Filaments auf den Antrieb gemessen. Es stehen vier verschiedene
pulleys im Fokus, von denen vor allem der MK8 (im Test >42N Kraft übertragen) und MK7 pulley gute Ergebnisse liefert. Dabei ist der MK8 mit vergleichsweise geringerem Durchmesser (7mm vs. 10,56mm)
noch besser für einen Direktantrieb ohne Gangübersetzung geeignet, der mit einem typische NEMA 17 mit 4800gcm noch mehr Kraft darstellen kann.
Schrittmotor NEMA 17 mit 4800gcm Drehmoment + MK8 für 1,75mm Filament kann hier kostengünstig im Paket bestellt werden.
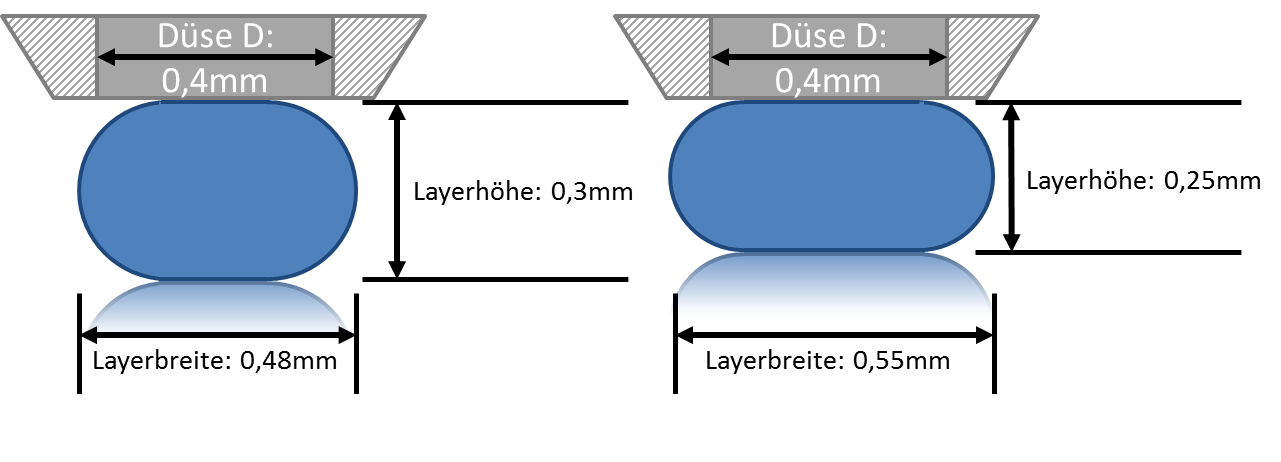
Kalibrierung der Extrusionsbreite
Die Breite des aufgetragenden Filaments ("Strichbreite") variiert vor allem in Abhängigkeit der Layerhöhe, der Druckgeschwindigkeit und der Temperatur.
Für den G-Code kann Slic3r die Strichbreite leider nur idealisiert berechnen. Um den Druck zu optimieren sollte zusätzlich ein Korrekturfaktor
ermittelt werden, der unter Slic3r in den Filament Settings als Extrusion multiplier editierbar ist. Nachfolgend werden die Schritte zur Bestimmung
dieses Faktors dargestellt:
1. Ein Kalibrier-Objekt mit der Wandstärke des Düsendurchmessers drucken.
2. Die aktuell berechnete Strichbreite B_ber stellt Slic3r in den Kommentarzeilen des generierten G-Codes unter perimeters extrusion width zur Verfügung.
3. Die tatsächlich gemessenen Wandbreite B_mess des gedruckten Kalibrier-Objekts über drei Messungen mitteln.
4. Der neue Korrekurfaktor K_neu kann nun für weiteren Drucke genutzt werden. Gegebenenfalls muss eine weitere Korrekturschleife 1-4 durchführt werden.
K_alt bezeichnet den bereits genutzen Korrekturfaktor.
K_neu = B_ber /(B_mess * K_alt)
Das Filament: Hier eine Übersicht verschiedener Materialien.
| Filament | Bed-Temperatur | Ext.-Temperatur | HotEnd | Temp.-beständigkeit Bruchdehnung |
Besonderheiten |
|---|---|---|---|---|---|
| ABS | 110°C | 230°C | J-Head, All-Metal Hotend | ~80°C / 30% | Flächenglättung mit Aceton-Dampf, Warpingeffekt bei Abkühlung |
| PLA | ~50°C empfohlen | 195-210°C | J-Head, All-Metal Hotend | ~60°C | Pflanzliche Basis, spöder als ABS HotEnd Kühlung empfohlen. Empfehlenswert ist das |
| PLA Soft | ~60°C empfohlen | 220°C | J-Head, All-Metal Hotend | ~90°C / 300% | Härte Shore: A ~92 Druck-Geschw.: 10mm/sek |
| Flex ECO PLA | ~110°C empfohlen | 220°C | J-Head, All-Metal Hotend | Härte Shore: D 45 Druck-Geschw.: 20-40mm/sek |
|
| PVA | ~60°C empfohlen | 210°C | J-Head, All-Metal Hotend | 70°C | Wasserlöslich, geringer Warpingeffekt |
| LayWood | ~50°C empfohlen | 165-210°C | J-Head, All-Metal Hotend | Tempabh. Farbe 165°C: hell, 210°C: dunkel, Druck-Geschw.: 60mm/sek, Erster Layer min. 0,25mm, Düse >=0.4mm | |
| Polyamid(PA-6)/Nylon | 110°C | ~260°C | All-Metal Hotend | ~180°C | Sehr stabil, Härte Shore D ~86 |
| BendLay | 110°C | 240°C | J-Head, All-Metal Hotend | ~75°C / 175% | Glasklar, biegsam, widerstandsfähig, geringer Warpingeffekt |
| HIPS | 110°C | ~235°C | J-Head, All-Metal Hotend | In Limonen löslich, Einsatz in Lebens- und Verpackungsindustrie |
Und hier findest du das Filament deiner Wahl: